-
Glass Fused To Steel Tanks (596)
-
Stainless Steel Tanks (434)
-
Fusion Bonded Epoxy Tanks (592)
-
Galvanized Steel Tanks (321)
-
Aluminum Dome Roofs (1316)
-
Wastewater Storage Tanks (231)
-
Welded Steel Tanks (457)
-
Pressure Vessels (295)
-
Anaerobic Digester (201)
-
Industrial Water Tanks (349)
-
Glass Lined Steel Tanks (180)
-
Bolted Steel Tanks (390)
-
Sludge Storage Tank (115)
-
Biogas Storage Tank (173)
-
Leachate Storage Tanks (133)
-
Agricultural Water Storage Tanks (179)
-
Fire Water Tank (166)
-
Grain Storage Silos (146)
-
Biogas Projects (425)
-
Wastewater Treatment Projects (788)
-
Double Membrane Roof (223)
|
Center Enamel Unlocking Value How Separator Pressure Vessels Enable Resource Recovery in Industrial Processes
| Place of Origin: | China |
| Brand Name: | Center Enamel |
| Certification: | ISO 9001,CE, NSF/ANSI 61, WRAS, ISO 28765, LFGB, BSCI, ISO 45001 |
| Minimum Order Quantity: | 1 Sets |
| Price: | 2000 |
| Delivery Time: | 2 months |
| Payment Terms: | L/C, T/T |
| Supply Ability: | 200 sets / days |
|
Detail Information |
|||
Product Description
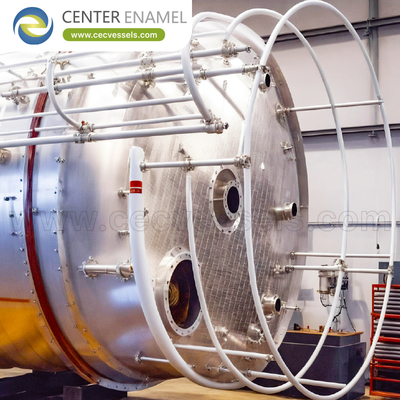
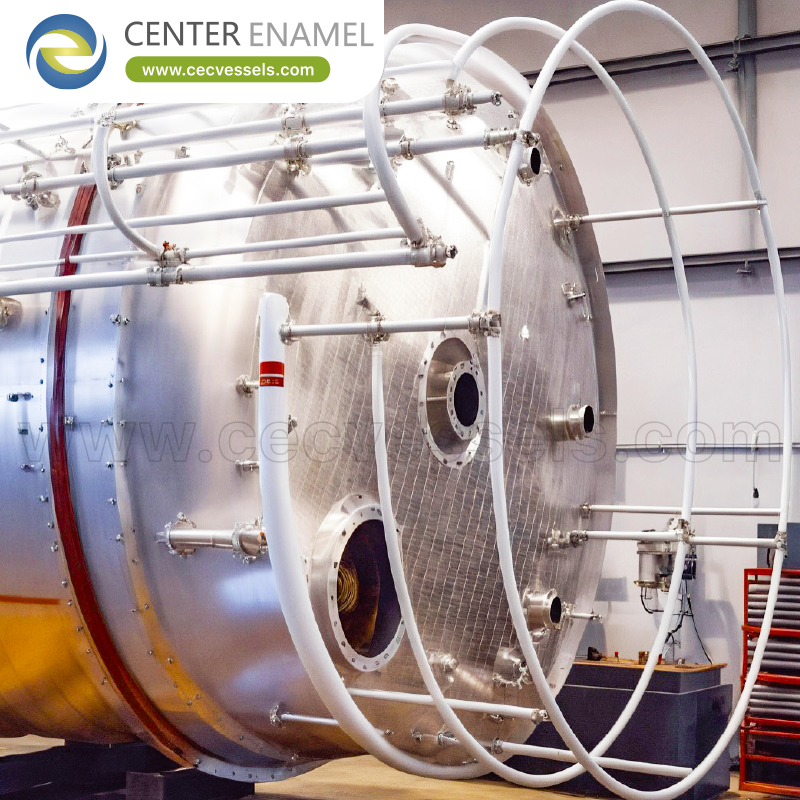
Center Enamel: Unlocking Value – How Separator Pressure Vessels Enable Resource Recovery in Industrial Processes
Shijiazhuang Zhengzhong Technology Co., Ltd (Center Enamel), a globally recognized leader in the design and manufacture of advanced industrial containment and processing solutions, proudly presents its Separator Pressure Vessels – meticulously engineered to enable comprehensive resource recovery. In an increasingly resource-conscious world, industries are under immense pressure to optimize every input and minimize every waste stream. The ability to reclaim valuable components from process fluids or waste streams is no longer an option but a strategic imperative, driving both economic efficiency and environmental stewardship. Our cutting-edge separator technology is the culmination of decades of engineering mastery, a profound understanding of multiphase fluid dynamics, and a manufacturing philosophy centered on maximizing yield and minimizing loss. It provides the robust, efficient, and precise separation capabilities essential for unlocking and recovering valuable resources across diverse industrial sectors worldwide.
As a Global Leading Pressure Vessels Manufacturer, Shijiazhuang Zhengzhong Technology Co., Ltd(Center Enamel ) Powering Global Industries with Unrivaled Pressure Vessel Solutions, Your Trusted Global Partner for Mission-Critical Pressure Vessels. Center Enamel stands at the forefront of pressure vessel innovation and manufacturing, delivering pressure vessel solution to industries worldwide. With a legacy of excellence, Center Enamel has consistently set industry benchmarks, providing cutting-edge pressure vessel solutions for the most demanding applications globally.
| Products | Pressure Vessel |
| Atmospheric Pressure Vessels | Horizontal Containers, Vertical Cylindrical Containers, Vertical Cylindrical Storage Tanks |
| Separator Pressure Vessels | Gravity Separator, Cyclone Separator, Coalescing Separator, Centrifugal Separator, Steam-water Separator, Bearing Separator, Mechanical Filter, Ion exchange Filter, Air Filter, Fuel Filter, Adsorption Filter, BioFilter, Oil Filter, Hydraulic oil Filter, Separator |
| Heat Exchangers | Shell and Tube Heat Exchangers, Plate Heat Exchangers, Spiral Heat Exchangers , Air Coolers, Liquid Coolers, Thermoelectric Coolers, Chill Water Main Unit, Evaporative Condensers, Air cooled Condensers, Electronic Gas Condensers |
| Reactor Pressure Vessels | Stirred Tank Reactors, Continuous Stirred-tank Reactors, Tubular Reactors, Tower Reactors, Fixed Bed Reactors, Fluidized Bed Reactors, Bioreactors |
Modern industrial operations, by their very nature, involve the processing of raw materials into finished products. In many cases, the desired product is only one component of a complex mixture, or valuable by-products are mixed with waste streams. Without efficient separation, these valuable components are often discarded, leading to:
Significant Economic Losses: Disposing of valuable unrecovered products, chemicals, solvents, or energy-rich by-products represents a direct financial drain. This includes the cost of purchasing new virgin materials and the cost of waste treatment and disposal.
Increased Environmental Impact: Discharging contaminated water, unrecovered chemicals, or fugitive emissions contributes to pollution (air, water, soil) and consumes valuable landfill space, leading to regulatory fines, reputational damage, and an unsustainable operational model.
Higher Operating Costs: The continuous consumption of fresh resources (water, chemicals, fuels) when recoverable alternatives exist directly inflates operational expenditures. Energy contained within hot, high-pressure streams, if not recovered, also represents lost potential.
Reduced Resource Security: Reliance solely on virgin materials increases vulnerability to supply chain disruptions and price volatility. Resource recovery enhances self-sufficiency and resilience.
Suboptimal Process Efficiency: Contaminants within a circulating stream can degrade the performance of other equipment or processes, leading to inefficiencies that resource recovery can mitigate.
It is within this critical context that Center Enamel’s Separator Pressure Vessels play an indispensable role. By efficiently and precisely separating mixed streams, they enable the recovery of high-value components, turning waste into assets, significantly enhancing economic performance, and championing environmental responsibility.
Center Enamel’s Advanced Separator Pressure Vessel Technology for Resource Recovery
At Center Enamel, our approach to Separator Pressure Vessels for resource recovery is founded on maximizing the yield of desired components from complex mixtures. This means designing and manufacturing vessels that are not only highly effective at bulk separation but also excel at capturing fine particles, dissolved gases, and minute droplets of valuable substances that might otherwise be lost.
Key Design and Engineering Principles for Maximizing Recovery:
High-Efficiency Multiphase Separation:
Optimized Inlet and Outlet Devices: Our vessels employ advanced inlet designs (e.g., tangential entries, inlet diffusers) to promote gentle fluid introduction, preventing re-entrainment and optimizing initial bulk separation of phases. Outlet designs are tailored to ensure complete removal of separated streams without drawing in other phases.
Enhanced Coalescing and Demisting: For recovering valuable liquids from gas streams (e.g., hydrocarbon liquids from natural gas, solvents from vapor streams) or valuable oils from water, we integrate high-performance internal elements such as advanced demister pads, vane-type mist eliminators, or coalescing plate packs. These technologies are meticulously chosen and sized to capture even microscopic droplets, maximizing the recovery yield.
Precise Interface Control: For liquid-liquid separation (e.g., oil from water, solvent from an aqueous phase), our vessels feature sophisticated weir systems and internal baffling. Coupled with precise level instrumentation, this allows for extremely accurate control of the interface between the separated liquid phases, ensuring minimal cross-contamination and maximizing the purity of the recovered resource.
Fine Solids Removal: In cases where valuable solids need to be recovered (e.g., catalysts, precious metals, specific mineral fines), our vessels are designed with dedicated solids settling zones, and can incorporate internal hydrocyclones or filtration elements to enhance the capture of fine particles that would otherwise be lost in the liquid effluent.
Minimizing Emulsification and Degradation:
Gentle Handling: The internal design minimizes turbulence and shear forces that can lead to the formation of stable emulsions (e.g., oil-in-water emulsions), which are notoriously difficult to separate. By preventing emulsification, the vessel increases the efficiency of liquid-liquid separation and reduces the need for costly emulsion-breaking chemicals.
Controlled Residence Time: Vessels are sized to provide optimal residence time, allowing sufficient time for phase separation without excessive hold-up, which could lead to degradation of sensitive recovered products or energy loss.
Corrosion and Fouling Prevention for Sustained Performance:
Material Selection for Purity and Durability: We select high-grade, chemically inert alloys that resist corrosion and prevent leaching of contaminants into the recovered product. These materials also offer excellent resistance to fouling and scaling, ensuring that the vessel maintains its high separation efficiency over time without requiring frequent cleaning that could halt recovery operations.
Smooth Surfaces and Self-Cleaning Features: Internal surfaces are designed to be exceptionally smooth and to promote continuous flow, preventing the accumulation of deposits that can hinder separation or trap valuable resources within the vessel.
Optimized Outlet and Collection Systems:
Dedicated Recovery Lines: Each separated phase (e.g., purified oil, high-purity gas, treated water, recovered solids) exits through dedicated, optimally sized outlets, ensuring efficient collection and transfer to subsequent recovery or processing stages.
Integration with Downstream Systems: Our vessels are designed for seamless integration with pumps, compressors, heat exchangers, and other recovery equipment, ensuring a streamlined and efficient recovery process.
Key Applications Enabling Resource Recovery:
Center Enamel's Separator Pressure Vessels are instrumental in enabling resource recovery across numerous industrial applications:
Oil & Gas Processing:
Hydrocarbon Liquid Recovery: Separating valuable hydrocarbon liquids (condensates, NGLs) from raw natural gas streams that would otherwise be flared or remain in the gas.
Water Treatment & Reuse: Efficiently separating oil and suspended solids from produced water, allowing the treated water to be reused for injection, drilling, or safe discharge, minimizing fresh water consumption.
Fuel Gas Recovery: Separating valuable flash gas from crude oil or condensate to be used as fuel or re-injected, instead of flaring.
Petrochemicals & Chemicals:
Solvent Recovery: Separating valuable solvents from reaction mixtures, wash water, or vapor streams for reuse, significantly reducing chemical purchasing costs and waste disposal.
Catalyst Recovery: Efficiently separating and recovering valuable solid catalysts from liquid or gas streams to be regenerated and reused in reactors, minimizing raw material consumption.
Product Stream Purification: Separating unreacted reactants or by-products from desired products for recycle or further processing, maximizing yield.
Power Generation:
Condensate Recovery: Efficiently separating high-purity condensate from steam systems for return to the boiler, saving treated water and significant energy.
Blowdown Heat Recovery: Separating flash steam from boiler blowdown, allowing it to be reused in lower-pressure systems.
Pulp & Paper:
Fiber Recovery: Separating valuable wood fibers from white water for reuse in papermaking, reducing raw material costs and wastewater treatment burden.
Chemical Recovery: Critical in separating and concentrating spent cooking liquors (e.g., black liquor) for chemical and energy recovery in the kraft pulping process.
Mining & Metallurgy:
Valuable Mineral Recovery: Separating desired mineral concentrates from slurries or wash water, preventing loss to tailings.
Process Water Reuse: Treating and separating suspended solids from process water for recirculation, reducing fresh water intake.
The Center Enamel Recovery Advantage: Unlocking Economic and Environmental Value
The precise design and robust construction of Center Enamel’s Separator Pressure Vessels, with their emphasis on enabling resource recovery, translate into substantial and quantifiable benefits for our clients:
Significant Cost Savings: Directly reduces expenses related to purchasing virgin raw materials (water, chemicals, solvents, fuels) and lowers costs associated with waste treatment and disposal.
Increased Revenue Streams: Recovered by-products or higher-purity main products can often be sold or repurposed, creating new economic value.
Enhanced Environmental Performance: Reduces industrial footprint by minimizing waste generation, conserving natural resources, and lowering emissions, contributing to sustainability goals and regulatory compliance.
Improved Operational Efficiency: Cleaner circulating streams due to recovered resources lead to better performance of downstream equipment (e.g., heat exchangers, pumps, reactors) and reduced fouling.
Greater Resource Security: Less reliance on external, volatile supply chains for key resources.
Long-Term Sustainability: Positions the organization as a responsible and forward-thinking industry leader, attractive to investors, customers, and talent.
Reduced Energy Consumption: Recovery of hot liquids or high-pressure gases saves the energy that would otherwise be required to heat or compress virgin streams.
Global Partnership and Dedicated Service
Center Enamel's global footprint and extensive experience underscore our capability to support resource recovery initiatives across diverse industrial operations worldwide. We don't just supply equipment; we partner with our clients. Our engineering and project teams work in close collaboration to understand the unique composition of their mixed streams, the value of each recoverable component, and the specific purity requirements for reuse. From initial conceptual design and precision manufacturing to expert guidance for installation and commissioning, we ensure that every Separator Pressure Vessel delivered is a tailored solution, acting as a critical enabler for a more circular, sustainable, and profitable industrial future.
In an era defined by resource scarcity and increasing environmental mandates, the ability to efficiently recover valuable components from process streams is a cornerstone of modern industrial success. Center Enamel's Separator Pressure Vessels are at the forefront of this transformation, embodying the pinnacle of engineering dedicated to enabling comprehensive resource recovery. By precisely separating complex mixtures, our vessels turn potential waste into valuable assets, driving economic gains, reducing environmental impact, and bolstering operational resilience. Center Enamel is proud to be the trusted partner empowering global industries to unlock the hidden value in their processes, ensuring that every resource is utilized to its fullest potential for a sustainable and prosperous future.